| 免费咨询热线 15380502700 |
| 免费咨询热线 15380502700 |

电 话:+86 15380502700
传 真:+86 515 88667158
邮 箱:jackieli@lanthr.cn
网 址:www.ychwdr.com
地 址:江苏省盐城市大纵湖镇义丰鹏程路68号

某塑管生产企业的挤塑机加热系统采用传统的电 | 1电磁加热节能技术原理及特点 |
阻圈加热方式对挤塑机螺筒内的原料进行加热。电阻 | 1 · 1电磁加热技术原理 |
圈加热方式有3方面的缺点:0)电阻圈容易因高 | 电磁加热技术是一种基于法拉第电磁感应原理将 |
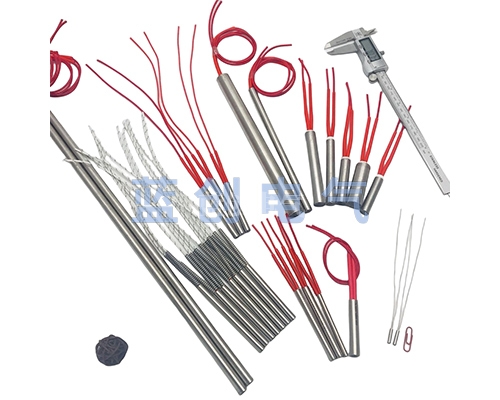
温老化而烧断,使用寿命短且维修量大。(2)热能 | 电能转换为热能的节能技术。U型电加热管厂家介绍该技术通过电磁加热控 |
利用率低,能源浪费严重。电阻圈加热的热转换效率 | 制器将AC380 v、50 Hz输人电压逆变成为直流交变 |
只有35%左右,65%的热量散失到周围环境中。(3) | 电源,再将直流电转换成频率为20、40 kHz的高频 |
造成周围生产环境的热污染。尤其是在夏季,车间环 | 电流,高速变化的高频电流流过线圈产生高速变化的 |
境温度超过45 ℃,不仅工人工作环境差,而且采用 | 交变磁场,电能转化为磁能,磁场内的磁力线通过导 |
轴流风机降温增加了企业生产成本[ I | 磁性金属材料时在金属体内产生无数的小涡流,使金 |
鉴于此,本文采用目前已广泛应用于稠油开采、 | 属内部产生磁场,致使金属铁分子、原子无规则剧烈 |
采气管线解堵、储油罐保温、沥青灌装、塑料涂膜和 | 摩擦而自身产生热量,由于是金属自身发执热转换 |
热固性玻璃生产中的电磁加热技术[ 2一3 ]对该企业挤塑机加热系统实施了节能技术改造,取得了较好的节能效果 | 率高达95%以上[ 4」。电磁加热技术原理如图1所示。 |
1. 2U型电加热管厂家介绍电磁加热技术在挤塑机加热系统中的应用及其特点电磁加热技术在挤塑机加热系统中的应用是利用电磁感应原理使金属螺筒自身发热来加热螺筒内的原料,并且在螺筒外部增加一定厚度的隔热保温材料,大大减少了热量散失,提高了热能利用效率。因为电磁加热线圈本身并不发热,而且是采用绝缘材料和高温电缆制造,所以不存在电阻丝在高温状态下氧化烧断而降低使用寿命的问题。
电磁加热技术相比电阻加热,具有以下6方面的特点U型电加热管厂家介绍:(1)电磁加热主机设备通过智能闭环控制和完备的保护功能,可长期稳定运行,设计寿命达10 年以上,加热圈长期耐用免维护,减少二次维护费用投人;(2)电磁加热方式为内热式,减少热能损耗,同时外部包裹一层隔热保温棉和绝缘板,提高了热能利用率;(3)加热速度快,缩短预热和升温时间,提高生产率,同时加热均匀,提高成品率;(4)向周围生产环境的热量耗散极低,改善车间工作环境,节约降温费用;(5)加热功率仅为原电阻加热总功率的30%、60%,减轻现有变压器的工作负荷,增大了变压器的宽裕度。(6)温度控制更加准确(± 1 ℃),降低温度变化惯性,避免了电阻加热温度上漂和下移的弊端,保证产品质量。
表1挤塑机螺筒不同温区技术参数
Tab 1 Technical parameters of different zones Of extruder barrel
![]()
1 | 1区 | 380 | 186 | 巧 |
2 | 2区 | 318 | 235 | 8 |
3 一 | 3区 | 286 | 250 | |
4 | 4区 | 254 | 185 | 4 |
5- | 5一1区 | 238 | 185 | |
6 | 5一2区 | 223 | 170 | 4.8 |
![]()
![]() 序号 温区编号 螺筒直径/ mm 加热温度/ ℃ 功率/kW
序号 温区编号 螺筒直径/ mm 加热温度/ ℃ 功率/kW
某塑管生产企业采用双锥螺杆挤塑机,加热系统采用传统的电阻圈加热方式对螺筒内的原料进行加热,预热时间3 h ,电阻加热总功率为42.8 kW挤塑机螺筒全长约2 200 mm,共分为6个温区,除1 区不需降温外,其他5个温区均需通过风机降温。各温区具体技术参数如表1所示。
挤塑机加热温度特征曲线如图2所示。
3.1技术方案
通过上述对某塑管生产企业挤塑机加热系统工艺特点和原电阻加热功率的分析,在满足生产工艺要求的前提下,确定电磁加热的总功率为30 kW0根据挤塑机螺筒不同温区的功率情况分析,拟采用两台巧 kW的电磁加热主机,两台主机安装在一台控制柜中,每台主机控制3个温区,控制方式分配如下:1、 3、5.2区用1台控制;2、4、5彐区用另1台控制。
原电 控制 | 电加 控制 | 模头 | |||||||
螺筒 | 孬 孬 | ||||||||
在生产过程中,1区不需要降温,改造时先在螺筒外面包裹耐高温绝缘保温材料,然后在保温材料上缠绕电感线圈;其他5个温区需要用风机降温,改造时先在螺筒上安装绝缘板用于制作降温风道,然后在绝缘板上缠绕电感线圈,绝缘板与螺筒外壁预留一定间隙,在绝缘板上预留进风口和出风口,进风口与风机连接,风机及控制部分使用原有系统。
U型电加热管厂家介绍电磁加热系统主要由控制柜和加热线圈组成,可实现与挤塑机的无缝对接,其工作示意图如图3 所示。
3· 2节能改造效果分析
经过3个月的生产运行,电磁加热技术在挤塑机加热系统中的应用效果非常好,以下从直接节能效果、间接效果和温度准确性控制等方面对其效果进行分析。电磁加热节能改造实施现场如图4所示。
3 · 2 · 1直接节能效果
采用原来的电阻加热方式时,挤塑机加热系统正常运行时平均每小时耗电16 · 8 kW · h ;采用电磁加热技术改造后,挤塑机加热系统正常运行每小时耗电 12 · 4 kW · h ;按每年正常生产300 d计,则实施电磁加热节能改造后的年节能量为:
(16 · 8一12· 4)× 300 x 24:3 1 680 kW · h 节能率为:
06· 8一12.4)/ 16 · 8 × 100%:26· 2%
3 · 2 · 2间接效果
电磁加热的原理是利用耐高温线圈通电产生磁热变换,转换率高,生产过程不会造成线圈磨损,节约了传统电阻加热需要定期更换电阻加热片的开支和维护费用,提高生产效率;同时减少向周围散失热量,改善了生产作业环境。
3 · 2 · 3温度准确性控制
挤塑机加热系统的一项重要指标就是必须保证螺
U型电加热管厂家介绍筒各温区的温度准确性,很多塑管产品要求温度波动不超过± 5 ℃。电磁加热技术通过合理配置,利用控制器的PID比例微积分调节器,有效减轻了升温惯性;温度波动控制在± 1 ℃,实现了温度的准确控制。
U型电加热管厂家介绍在挤塑机加热系统中采用电磁加热方式代替传统的电阻丝加热方式,运行稳定可靠,不仅能满足原来的生产工艺,而且具有显著的直接和间接节能效果,符合国家节能减排政策,具有较大的推广应用价值。
但是,为了进一步保证生产的连续运行,降低故障率,提高温度控制精度,还应加强对电磁加热控制系统的研究,如针对供电电压不稳的可调整参数的自适应控制研宄~[ 5一6 ]、变频技术在挤塑机温度控制中的应用研宄等。另外针对不同工艺进行电磁加热技术的优化改进仍是下一步研究的重占![]() 参考文献
参考文献
![]()

免费咨询热线:
15380502700

手机: 15380502700 邮箱:jackieli@lanthr.cn
地址:江苏省盐城市大纵湖镇义丰鹏程路68号
Copyright © 2018-2019 盐城市蓝创电气科技有限公司 版权所有 苏ICP备19035998号
技术支持:祥云平台盐城公司